Schmierung von Kugelgewindetrieben
Schmierung für lange Lebensdauer von Kugelgewindetrieben
Schmierung für lange Lebensdauer von Kugelgewindetrieben

Eine wesentliche Voraussetzung für den verschleißarmen (oder gar verschleißfreien) Betrieb eines Kugelgewindetriebes ist die zuverlässige Trennung der Oberflächen der Wälzkörper und der Laufbahnen durch einen passenden Schmierstoff. Mit einer
wird in den Kugelkontaktstellen ein erhöhter Verschleißschutz erreicht und im Überlastungsfall eine eventuell entstehende Oberflächenschädigung wirkungsvoll verhindert.
Um die Berührung der Roll- und Gleitflächen zu vermindern, sind bereits Schmierfilmdicken von nur wenigen Zehntel Mikrometern zwischen den Reibpartnern ausreichend. Außerdem schützt der Schmierstoff den Kugelgewindetrieb sehr wirksam vor Korrosion. Je nach Art der Schmierung (z. B. Ölumlaufschmierung) wird auch die in den Kontaktpunkten entstehende Reibungswärme abgeführt, Verschleißteilchen sowie Verunreinigungen aus der Mutter ausgespült und (z. B. durch einen Fettkragen) die Dichtwirkung der Abstreifersysteme zusätzlich unterstützt.
Der Schmierstoff sollte idealerweise alle im Kugelgewindetrieb vorhandenen Funktionsoberflächen zu jeder Zeit und bei allen Reibungszuständen gut ausreichend benetzen. Diese Oberflächen sind neben den Laufbahnen der Kugeln auch in den Kugelrückführungen zu finden.
Grundsätzlich sind die meisten handelsüblichen Mineralöle und Mineralfette für die Schmierung von Kugelgewindetrieben geeignet. Um die Verschleißlebensdauer wirksam zu erhöhen, empfehlen wir den Einsatz geeigneter Schmierstoffe, vorzugsweise in Kombination mit programmgesteuerten Zentralschmiersystemen. Für Anwendungen mit hohen Verfahrgeschwindigkeiten haben sich besonders synthetische Öle und Fette gut bewährt. Synthetische Schmierstoffe werden ebenfalls aus Rohöl hergestellt. Sie enthalten jedoch mehr hochraffinierte Grundöle als herkömmliche Mineralölschmierstoffe. Die im Rohöl vorhandenen Verunreinigungen werden weitestgehend entfernt und die einzelnen Ölmoleküle auf die gewünschten Schmieranforderungen abgestimmt. Synthetische Schmierstoffe erhalten so eine höhere Reinheit und Qualität, durch die eine verbesserte Schmierwirksamkeit erreicht wird. Sie haben meist auch eine wesentlich bessere Fließfähigkeit und eine höhere Temperaturstabilität.
Unzulässig sind Feststoffschmierzusätze, wie z. B. Graphit, Molydändisulfid, etc. (als Trockenschmierung oder dispergiert in Öl), da sie sich nur als sehr dünne Schicht auf die Funktionsflächen aufbringen und nur bei sehr mäßigen Geschwindigkeiten (Drehzahlen) und geringen Drücken über lange Zeit funktionsfähig bleiben. Bei besonderen Umgebungsbedingungen, wie dauerhafte Schwingungen, Einsatz in Reinräumen, Vakuum und unter besonders hohen oder niedrigen Temperaturen, dürfen keine herkömmlichen Schmierstoffe verwendet werden. Bei diesen Einsatzfällen sollten spezielle Schmierstoffe zu Einsatz kommen.
Das Reibungs- und Verschleißverhalten und die erreichbare Lebensdauer des Kugelgewindetriebes hängen vom Schmierungs- und dem sich daraus ergebenden Reibungszustand ab. Die möglichen Schmierungszustände werden in der Stribeck-Kurve, die die Abhängigkeit der Reibung (µ) von der Gleitgeschwindigkeit (v) zeigt, abgegrenzt. Im Ruhezustand (v = 0) liegt Haftreibung mit sehr hohen Reibungswerten vor. Die Haftreibung ist auch für das Losbrechmoment beim Bewegungsbeginn des Kugelgewindetriebes verantwortlich. Mit ansteigender Gleit- bzw. Verfahrgeschwindigkeit bilden sich unterschiedliche Schmierungszustände (Grenz-, Teil- und Vollschmierung) aus.
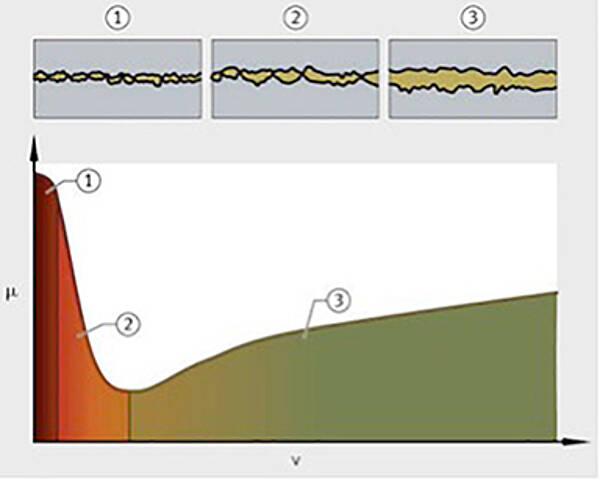
Bei der Grenzschmierung (1) liegt nur partiell Flüssigkeitsreibung vor. Die vorhandene Schmierfilmdicke ist verschwindend klein und es kommt überwiegend zu Festkörperkontakten. Unzureichende Schmierstoffmenge, eine nicht ausreichende Betriebsviskosität oder Relativbewegung der Reibungspartner führen zu diesem Zustand. Wenn der Schmierstoff geeignete Additive enthält, so kommt es bei den hohen Drücken und Temperaturen an den Kontaktpunkten zu Reaktionen zwischen den Additiven und den metallischen Oberflächen. Es bilden sich schmierfähige Reaktionsprodukte, die eine dünne Grenzschicht (im Nanometerbereich) entstehen lassen. Diese kann zur vollständigen Trennung der Oberflächen führen und ist in ihrer Wirkung vergleichbar mit einer Vollschmierung.
Bei der Teilschmierung (2) liegt die sogenannte Mischreibung vor. Wie bei der Grenzschmierung kommt es zu partiellen Festkörperkontakten der Oberflächen. Für eine Vollschmierung ist die Schmierfilmdicke jedoch noch zu gering.
Bei der Vollschmierung (3) sind die Oberflächen der relativ zueinander bewegten Flächen ganz oder nahezu vollständig durch einen Schmierfilm getrennt. Es herrscht fast reine Flüssigkeitsreibung ohne Festkörperkontakt.
Insbesondere in hochdynamischen Bearbeitungsmaschinen führen Kugelgewindetriebe extrem viele Start- und Stoppvorgänge aus, die mit hohen Beschleunigungen und erheblichen Trägheitswirkungen großer Massen verbunden sind. Dabei befinden sich die Wälzpartner im Kugelgewindetrieb - also Kugeln, Mutter und Spindel - oft im Übergangsbereich zwischen Teil- und Vollschmierung. Dieser Übergangsbereich wird auch als Mischreibungsbereich bezeichnet. Der ideale Schmierungszustand der Vollschmierung wird bei Kugelgewindetrieben allerdings meist nur bei Eilganggeschwindigkeiten erreicht.
Alle drei Zustände treten bei Öl- und Fettschmierung auf. Der Schmierungszustand bei Fettschmierung wird primär durch die Viskosität des Grundöles bestimmt. Zusätzlich wirkt der Verdicker des Fettes schmierfilmbildend.
Kugelgewindetriebe sind hochbelastbare Antriebselemente, deren Belastung durch die Axialkraft meist mehr als 15 % der dynamischen Tragzahl beträgt (Fa > 0,15 Cam). Hierbei entstehen im Kugelkontaktpunkt Hertzsche Pressungen von 2.000 bis 4.000 MPa (N/mm2). Die Verfahrgeschwindigkeit und somit die Drehzahl des Kugelgewindetriebes ist im Vergleich zu Spindellagern eher gering und liegt meist unter 4.000 min-1. Zur Auslegung einer optimalen Schmierung ist die genaue Kenntnis der auf den Kugelgewindetrieb einwirkenden Belastungsgrößen zwingend notwendig.
Um den Abrollvorgang der Wälzkörper sicherzustellen, ist eine Mindestbelastung erforderlich. Sie wird bei vorgespannten Kugelgewindetrieben üblicherweise durch die Vorspannkraft realisiert. Als Richtwert gilt das Verhältnis C0/F < 60.
Bei der hydrodynamischen Schmierung wird der Schmierstoff, durch die Relativbewegung der Kontaktflächen zueinander, in den sich verengenden Schmierspalt gefördert. Hierbei entsteht in der unmittelbaren Kontaktzone ein extrem hoher Druck, der kurzzeitig zu einer erhöhten Schmierstoffviskosität führt und die Trennung der Kontaktflächen ermöglicht.
Da mit zunehmender Belastung die Viskosität steigt und sich die Berührungsflächen aufgrund elastischer Verformungen vergrößern, ist der Einfluss der Belastung allerdings eher gering. Einen großen Einfluss auf die minimale Schmierfilmdicke haben aber dabei die Rollgeschwindigkeit, die dynamische Viskosität und der Druck-Viskositätskoeffizient.
Die elastische Verformung der Kontaktkörper und die hydrodynamischen Einflüsse werden in der Theorie der Elastohydrodynamik vereint. Die EHD-Theorie wird speziell für den Schmierungszustand im Wälzkontakt verwendet und liefert die Basis zur Berechnung des Schmierungseinflusses auf Schädigungen. Deshalb setzt auch die Lebensdauerberechnung von Kugelgewindetrieben nach der DIN ISO 3408 einen elastohydrodynamischen (EHD) Schmierfilm zwischen den Wälzpartnern voraus.
Wegen der geometrischen Verhältnisse der Gewindespirale eines Kugelgewindetriebs ist eine hermetische Abdichtung zwischen Mutter und Spindel (wie z. B. bei einem Wellendichtring) prinzipiell nicht gegeben. Auch bei optimal ausgestalteten Abstreifern erfolgt stets ein geringer Schmierstoffaustrag. Demnach herrscht immer ein Schmiermittelverlust, der weg- oder zeitabhängig ausgeglichen werden muss.
Die Nachschmierfristen und die Schmierstoffmengen sind von den Betriebsdaten, den Einsatz- und Umgebungsbedingungen abhängig. Sie müssen immer auf den Einsatzfall bezogen ermittelt und festgelegt werden. Die Angaben der Schmierzyklen sind daher nur Empfehlungen, die immer eine empirische Bestätigung bzw. Korrektur erfordern.
Zur Bildung eines tragfähigen Schmierfilmes in den Berührungsflächen zwischen Wälzkörper und Laufbahnen, muss z. B. das Schmieröl eine bestimmte Viskosität aufweisen. Für die Ölviskosität gibt es funktionstechnische Grenzen. Diese Grenzen ergeben sich aus:
Die Viskosität eines Schmieröls sinkt mit steigender Temperatur. Es ist daher wichtig, dass die erforderliche Viskosität gerade bei Betriebstemperatur vorliegt. Die Viskosität ändert sich aber auch mit steigendem Druck. Die nach Hertz berechneten Drücke im Wälzkontakt betragen bei hoher Belastung bis zu 4.000 MPa und führen zu einem Anstieg der Viskosität.
Hochviskose Schmierstoffe haben den Vorteil, dass sie bei dynamischen Start- und Stoppvorgängen den metallischen Kontakt der Wälzpartner minimieren und den Mischreibungsanteil und somit Adhäsion und Abrasion (also Reibung und Verschleiß der Wälzpartner) reduzieren. Wenn überwiegend höhere Spindeldrehzahlen realisiert werden, ist allerdings ein zu erwartender höherer Wärmegang nachteilig.
Niederviskose Öle weisen einen geringeren Wärmegang auf. Daher entsteht unter Last früher der Mischreibungsbereich. Sie verteilen sich leichter und unterstützen das Ausspülen von Schmutzpartikeln, die sich in der Mutter angesammelt haben. Um eine ausreichende und vor allem sichere Schmierung erreichen zu können, sind daher größere Schmiermengen erforderlich als bei hochviskosen Ölen. Der Ausgleich über die Schmierstoffmenge ist jedoch mit zwei bis drei Viskositätsklassen nur begrenzt möglich.