 USA
USA
Lubrication and Lubricants
A key prerequisite for the low-wear (or even wear-free) operation of a ball screw is the reliable separation of the surfaces of the rolling elements and the ball raceways with a suitable lubricant. An
is used to achieve increased wear protection in the ball contact points and to effectively prevent any surface damage in the event of an overload.
Lubricating film thicknesses of just a few tenths of a micrometer between the friction partners is sufficient for reducing the contact of the rolling and sliding surfaces. In addition, the lubricant very effectively protects the ball screw from corrosion. Depending on the type of lubrication (e.g. oil circulation lubrication), the frictional heat generated in the contact points is also dissipated, wear particles as well as impurities are flushed out of the nut and the sealing effect of the wiper systems is also supported (e.g. through a grease collar).
The lubricant should ideally sufficiently wet all of the functional surfaces present in the ball screw at all times and in all frictional states. These surfaces can also be found in the ball returns in addition to the ball raceways.
Permissible and Impermissible Lubricants
In general, most commercially available mineral oils and mineral greases are suitable for lubricating ball screws. In order to effectively increase the wear service life, we recommend using suitable lubricants, preferably in combination with program-controlled central lubrication systems. Synthetic oils and greases in particular have proven effective for applications with high travel speeds. Synthetic lubricants are also made from crude oil. However, they contain more highly-refined base oils than conventional mineral oil lubricants. The impurities present in crude oil are largely removed and the individual oil molecules are tailored to the desired lubrication requirements. Synthetic lubricants thus receive a higher level of purity and quality, which makes it possible to achieve an improved lubricating effect. They also usually have a much better flow capability and a higher temperature stability.
Solid lubricating additives, such as graphite, molybdenum disulfide, etc. (as dry lubrication or dispersed in oil) are not permissible, since they only apply a very thin layer on the functional surfaces and only remain functional for a long time at very moderate speeds and low pressures. No conventional lubricants may be used in special ambient conditions, such as continuous vibrations, application in clean rooms, a vacuum and under particularly high or low temperatures. Special lubricants should be used in these application cases.
Lubrication and Frictional States
The frictional and wear behavior and the achievable service life of the ball screw depend on the lubrication and the resulting frictional state. The possible lubrication states are delimited in the Stribeck curve, which shows the dependence of friction (µ) on the sliding speed (v). At rest (v = 0), the static friction is present with very high frictional values. The static friction is also responsible for the breakaway torque when the ball screw starts moving. With increasing sliding or travel speed, different lubrication states form (boundary, partial and full lubrication).
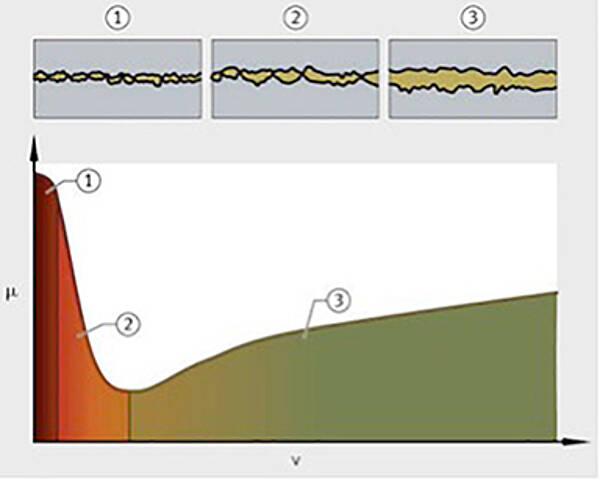
Stribeck Curve of the Lubrication States
Only partial fluid friction exists with the boundary lubrication (1). The existing lubricating film thickness is insignificantly small and there is predominantly solid body contact. An insufficient lubricant quantity, an insufficient operational viscosity or relative movement of the frictional partner lead to this state. If the lubricant contains suitable additives, then there are reactions between the additives and the metallic surfaces in the event of high pressures and temperatures at the contact points. Lubricating reaction products form, which can create a thin boundary layer (in the nanometer range). This can lead to the complete separation of the surfaces and is comparable in its effect to a full lubrication.
The so-called mixed friction exists with the partial lubrication (2). As with the boundary lubrication, there is partial solid body contact of the surfaces. However, the lubricating film thickness is still too small for a full lubrication.
With the full lubrication (3), the surfaces that move relatively to each other are completely or almost completely separated by a lubricating film. There is almost a purely liquid friction without solid body contact.
In highly dynamic machine tools in particular, ball screws carry out an extreme number of start and stop processes that are associated with high acceleration and significant inertial effects of large masses. In the process, the rolling partners in the ball screws (i.e. balls, nuts and spindles) are often in the transition area between partial and full lubrication. This transition area is also called the mixed friction range. However, the ideal lubricating state of full lubrication is usually achieved for ball screws only at rapid speeds.
All three states occur for oil and grease lubrication. The oil lubricating state for grease lubrication is primarily determined by the viscosity of the base oil. In addition, the thickener in the grease acts to form a lubricating film.
Load Magnitudes for Ball Screws
Ball screws are heavy-duty drive elements whose load is usually more than 15% of the dynamic load rating due to the axial force (Fa > 0.15 Cam). Hertzian pressures of 2,000 to 4,000 MPa (N/mm2) are produced here at the ball point of contact. The travel speed and therefore the speed of the ball screw is rather low compared to spindle bearings and is usually less than 4,000 rpm. Precise knowledge of the load magnitudes acting on the ball screw is absolutely required to design an optimal lubrication.
A minimum load is required to ensure the rolling process of the rolling elements. It is usually realized with the preload force for preloaded ball screws. The ratio C0/F < 60 serves as a reference value.
Hydrodynamic Lubrication
In the event of hydrodynamic lubrication, the lubricant is conveyed into the narrowing lubrication gap through the relative movement of the contact surfaces. In the process, an extremely high pressure is generated in the immediate contact zone, which briefly leads to an increased lubricant viscosity and allows for the separation of the contact surfaces.
Since the viscosity increases with an increasing load and the contact surfaces increase due to elastic deformation, the effect of the load is rather low. However, the rolling speed, the dynamic viscosity and the pressure-viscosity coefficient do have a major effect on the minimal lubricating film thickness.
Elastohydrodynamic Lubrication
The elastic deformation of the contact bodies and the hydrodynamic influences are combined in the theory of elastohydrodynamics (EHD). The EHD theory is specifically used for the lubricating state in the roller contact and provides the basis for calculating the lubrication effect on damage. That is also why the service life calculation of ball screws pursuant to DIN ISO 3408 requires an elastohydrodynamic (EHD) lubricating film between the rolling partners.
Loss of Lubricant
In principle, there is no hermetic seal between the nut and spindle (such as with a shaft sealing ring) due to the geometric relationships of the screw of a ball screw. There is always a small discharge of lubricant, even in optimally designed wipers. That is why there is always a loss of lubricant that must be compensated for across travel paths or over time.
Lubrication Cycles
The re-lubrication intervals and the lubricant quantities depend on the operating data, the application conditions and the ambient conditions. They must always be determined and specified with respect to the application case. The specifications of the lubrication cycles are therefore only recommendations, which always require an empirical confirmation or correction.
Viscosity
The lubricating oil, for example, must have a certain viscosity to form a stable lubricating film in the contact areas between the rolling elements and ball raceways. There are technical functional limits for the oil viscosity. These limits result from:
- increasing mechanical power losses, especially at higher idling friction,
- higher operating temperatures and
- poor conveyance capability of highly viscous oils.
The viscosity of a lubricating oil reduces with an increasing temperature. That is why it is important that the required viscosity exists, especially at operating temperature. However, the viscosity also changes with increasing pressure. The pressures in rolling contact calculated according to Hertz are up to 4,000 MPa under high load and lead to an increase in viscosity.
Highly-viscous lubricants have the advantage that they minimize the metallic contact of the rolling partners during dynamic starting and stopping processes and reduce the mixed friction proportion and therefore adhesion and abrasion (i.e. friction and wear of the rolling partners). If predominantly higher spindle speeds are realized, however, an expected higher heat deviation is disadvantageous.
Low viscosity oils have a lower heat deviation. That is why the mixed friction range occurs earlier under load. They spread more easily and support the flushing out of dirt particles that have collected in the nut. Larger lubricant quantities are therefore required than with highly viscous oils to be able to achieve a sufficient and above all safe lubrication. Compensation via the lubricant quantity, however, is only possible to a limited extent with two to three viscosity classes.