Что такое минеральный литьевой композит и почему он является лучшей альтернативой стали или чугуна? //
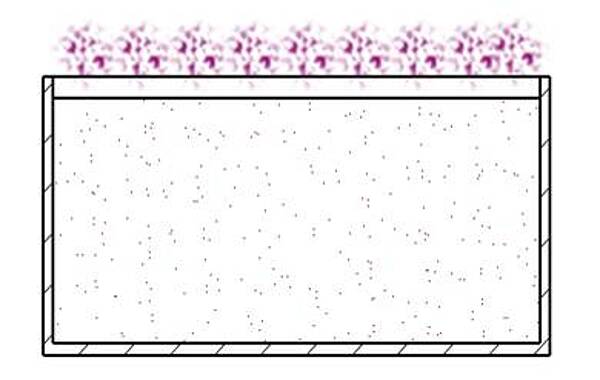
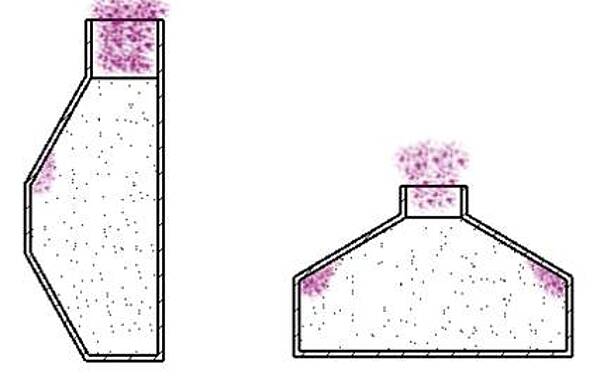
Минеральный литьевой композит - это технология холодного литья, при которой не требуется внешнее нагревание. Необходимое тепло генерируется в процессе за счёт экзотермической реакции между химическими компонентами. В результате получается высокоточный материал, производимый экологически чистым способом. Он обладает отличными демпфирующими свойствами, химической стойкостью и термической стабильностью. В сравнении со сталью или чугуном он обеспечивает более низкое энергопотребление и более высокую точность, особенно в динамических применениях, таких как основания и платформы станков.
Какие отрасли получают выгоду от использования минерального композита? //
Минеральный композит используется в различных отраслях: медицинские технологии, электроника, солнечная энергетика и упаковочная промышленность. Благодаря своим вибропоглощающим свойствам и экологичности он особенно эффективен в точных приложениях - например, в металлообрабатывающих станках и фармацевтических упаковочных системах.
Насколько экологичен минеральный композит SCHNEEBERGER и какие преимущества он даёт с точки зрения устойчивого развития? //
SCHNEEBERGER применяет устойчивую технологию производства минерального композита, которая позволяет существенно сократить выбросы CO₂ за счёт холодного процесса литья. Поскольку не требуется внешнее тепло, можно сократить до 1,6 тонны CO₂ на каждую тонну материала по сравнению со сталью или чугуном. Все изделия из минерального композита полностью пригодны для вторичной переработки. SCHNEEBERGER предлагает сертифицированную программу утилизации компонентов по окончании их срока службы, обеспечивая устойчивое использование ресурсов.
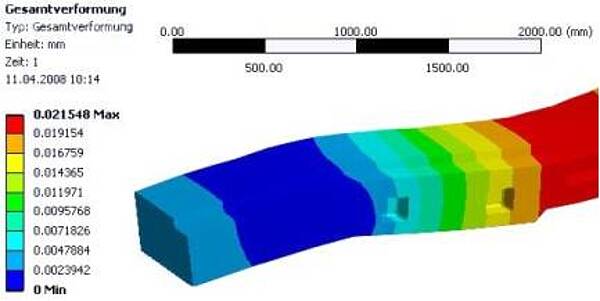
Какие преимущества имеют станочные основания из минерального композита? //
Основания из минерального композита обладают выдающимися демпфирующими свойствами, что позволяет повысить скорость и точность производственных процессов. Они также устойчивы к химическому воздействию и термически стабильны, что способствует увеличению срока службы оборудования.
Можно ли адаптировать минеральный композит под индивидуальные требования заказчика? //
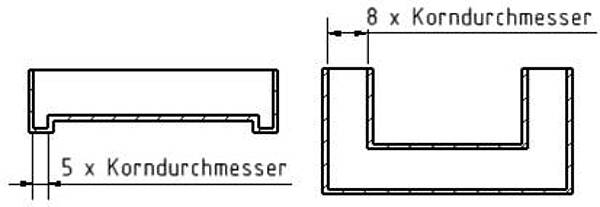
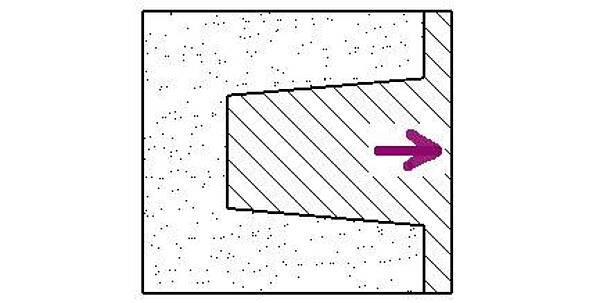
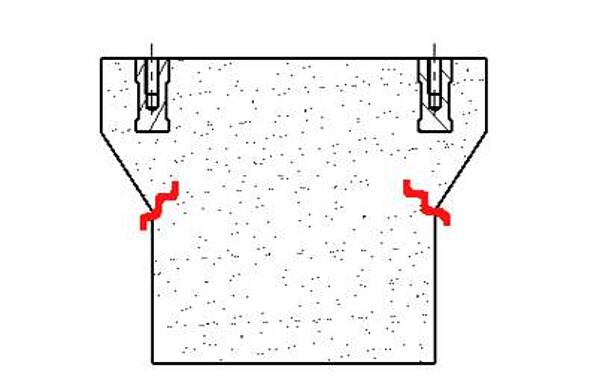
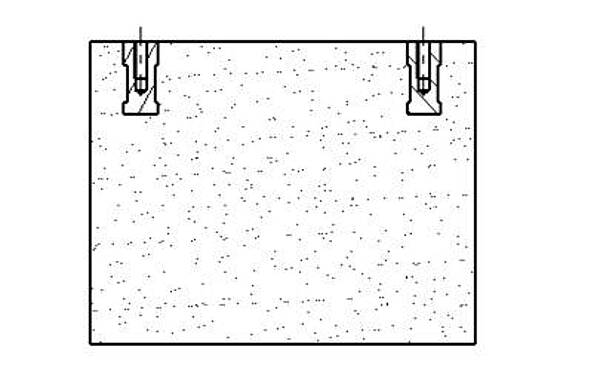
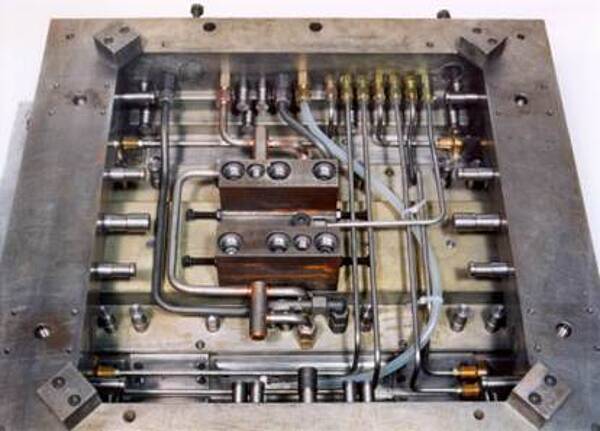
Да. SCHNEEBERGER изготавливает компоненты из минерального композита строго в соответствии с техническими требованиями заказчиков (OEM). Конструкции могут включать прецизионные поверхности, встроенные элементы - такие как датчики или электронные компоненты - и резьбовые вставки. Такая гибкость позволяет создавать индивидуальные решения для различных отраслей.
Каковы преимущества минерального композита SCHNEEBERGER в машиностроении? //
SCHNEEBERGER использует минеральный композит в машиностроении для производства высокоточных, виброустойчивых компонентов. Благодаря превосходной вибропоглощаемости и термической стабильности минеральный композит способствует повышению производительности и долговечности оборудования.
Как SCHNEEBERGER поддерживает клиентов в производстве с применением минерального композита? //
Производство на SCHNEEBERGER осуществляется в соответствии с высочайшими стандартами качества. Все этапы - от проектирования до литья и окончательной обработки - координируются внутри компании. Благодаря гибкости производства станочные основания, рамы и другие компоненты могут быть точно адаптированы к требованиям клиента.
Какие услуги предлагает SCHNEEBERGER в области минерального композита? //
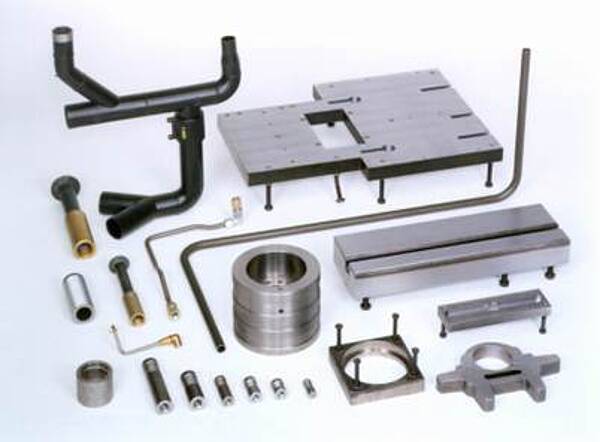
SCHNEEBERGER предлагает комплексные услуги, выходящие за рамки простого производства. Это включает индивидуальные консультации, оптимизацию конструкции и интеграцию линейной техники, датчиков и других компонентов в готовые инженерные решения.
Почему компоненты из минерального композита SCHNEEBERGER привлекательны для производителей? //
SCHNEEBERGER, как опытный производитель компонентов из минерального композита, поставляет продукцию для различных отраслей, включая медицинские технологии, производство электроники и станкостроение. Заказчики получают высокоточные основания, рамы и конструкционные компоненты, обеспечивающие максимальную стабильность и производительность.
Каковы преимущества рам из минерального композита SCHNEEBERGER? //
Рамы SCHNEEBERGER из минерального композита отличаются высокой стабильностью и низким уровнем вибрации. Они используются в высокоточных машинах, где особенно важны точное позиционирование и повторяемость. Благодаря химической стойкости и термической стабильности они обладают исключительной долговечностью.
Почему SCHNEEBERGER использует также полимербетон в машиностроении? //
В дополнение к минеральному композиту SCHNEEBERGER разрабатывает решения на основе полимербетона для машиностроения. Этот материал отличается высокой формообразующей гибкостью и отличными демпфирующими свойствами. Он идеально подходит для создания лёгких и в то же время чрезвычайно стабильных станочных оснований и рам.