Was ist Mineralguss und warum ist er eine bessere Alternative zu Stahl oder Gusseisen? //
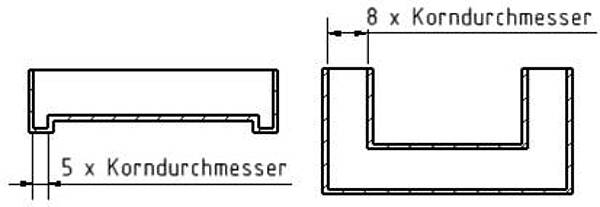
Mineralguss ist ein Kaltgussverfahren - das heißt, für seine Herstellung wird keine zusätzliche Wärme benötigt. Was benötigt wird, entsteht im Prozess selbst - durch eine exotherme Reaktion zwischen den chemischen Komponenten. Es entsteht ein hochpräziser Werkstoff, der umweltfreundlich hergestellt wird. Er bietet hervorragende Vibrationsdämpfung, chemische Beständigkeit und thermische Stabilität. Im Vergleich zu Stahl oder Gusseisen punktet er mit einem geringeren Energieverbrauch und einer höheren Präzision, besonders in dynamischen Anwendungen wie Maschinenbetten und Plattformen.
Welche Branchen profitieren von der Verwendung von Mineralguss? //
Mineralguss wird in einer Vielzahl von Branchen eingesetzt, darunter Medizintechnik, Elektronik, Solar- und Verpackungsindustrie. Seine Schwingungsdämpfung und Umweltfreundlichkeit machen ihn ideal für Präzisionsanwendungen, z.B. in Werkzeugmaschinen oder pharmazeutischen Verpackungsanlagen.
Wie umweltfreundlich ist SCHNEEBERGER Mineralguss und welche Nachhaltigkeitsvorteile bietet er? //
SCHNEEBERGER setzt auf eine nachhaltige Mineralguss-Fertigung, die durch das Kaltgussverfahren signifikante CO₂-Einsparungen ermöglicht. Da Mineralguss ohne externe Wärme produziert wird, entstehen bis zu 1,6 Tonnen weniger CO₂ pro Tonne Material im Vergleich zu Stahl oder Gusseisen. Zusätzlich sind alle Mineralguss-Produkte vollständig recycelbar. Als verantwortungsbewusster Mineralguss Bauteile Hersteller bietet SCHNEEBERGER ein zertifiziertes Recyclingprogramm für ausgediente Bauteile an, um Ressourcen nachhaltig zu nutzen.
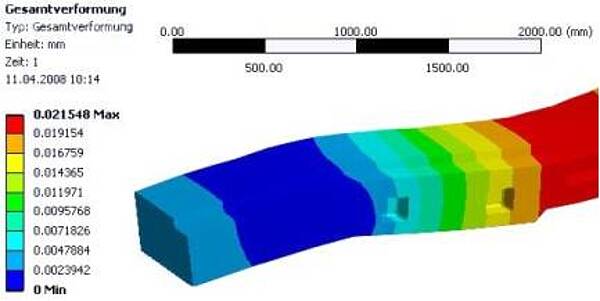
Was sind die besonderen Vorteile von Maschinenbetten aus Mineralguss? //
Maschinenbetten aus Mineralguss bieten eine hervorragende Schwingungsdämpfung, die zu höherer Geschwindigkeit und Präzision bei Produktionsprozessen führt. Sie sind zudem chemisch beständig und thermisch stabil, was die Langlebigkeit der Maschinen verbessert.
Kann Mineralguss individuell an Kundenanforderungen angepasst werden? //
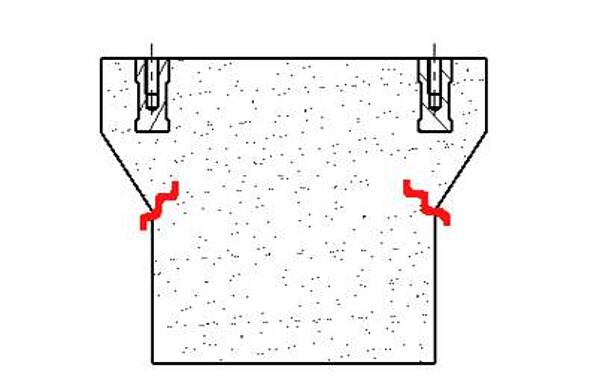
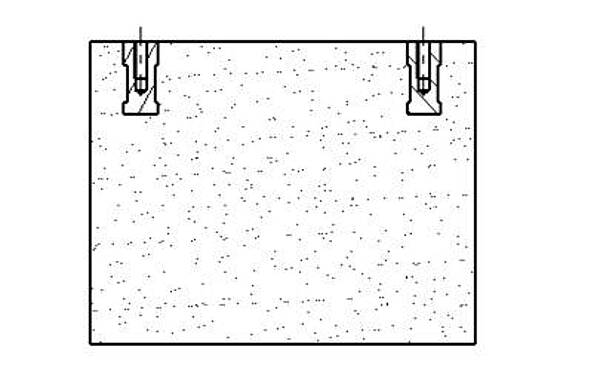
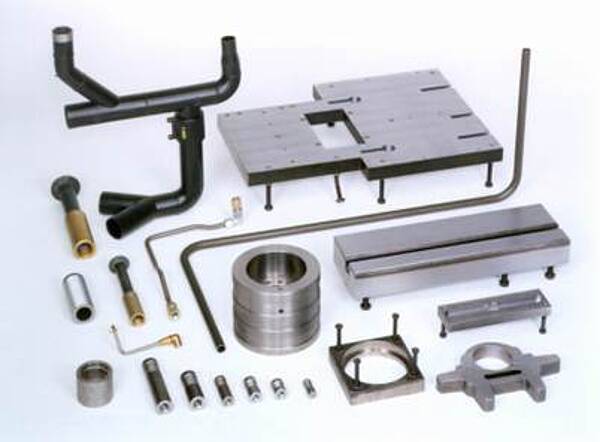
SCHNEEBERGER fertigt Mineralgussprodukte exakt nach den Designvorgaben des OEM-Kunden. Die Konstruktionen können mit Präzisionsoberflächen, integrierten Komponenten wie Sensoren oder elektronischen Bauteilen sowie Gewindeeinsätzen ausgestattet werden. Das flexible Design ermöglicht maßgeschneiderte Lösungen für verschiedenste Anwendungen.
Welche Vorteile bietet SCHNEEBERGER Mineralguss im Maschinenbau? //
SCHNEEBERGER setzt Mineralguss im Maschinenbau gezielt ein, um hochpräzise und vibrationsfreie Maschinenkomponenten herzustellen. Durch seine hervorragende Schwingungsdämpfung und thermische Stabilität trägt Mineralguss dazu bei, die Leistung und Langlebigkeit von Produktionsanlagen zu optimieren.
Wie unterstützt SCHNEEBERGER Unternehmen in der Mineralguss-Fertigung? //
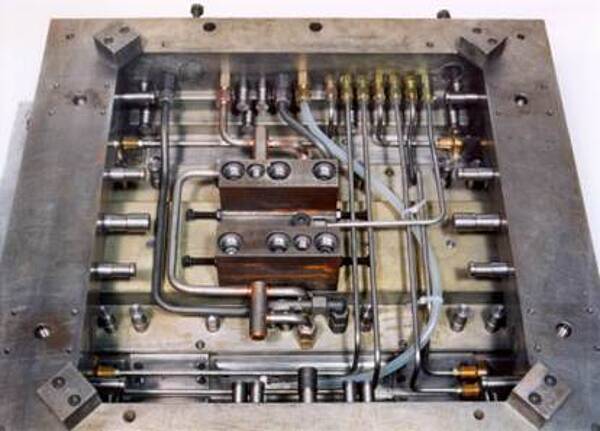
Die Mineralguss-Fertigung bei SCHNEEBERGER erfolgt nach höchsten Qualitätsstandards. Von der Konstruktion über den Gießprozess bis zur Endbearbeitung werden alle Schritte intern koordiniert. Dank der flexiblen Fertigungsprozesse können Maschinenbetten, Gestelle und andere Bauteile exakt nach den Anforderungen des Kunden gefertigt werden.
Welche Dienstleistungen bietet SCHNEEBERGER im Bereich Mineralguss? //
SCHNEEBERGER bietet umfassende Mineralguss-Dienstleistungen, die weit über die reine Fertigung hinausgehen. Dazu gehören die individuelle Beratung, Designoptimierung sowie die Integration von Lineartechnik, Sensorik und weiteren Komponenten in maßgeschneiderte Lösungen für den Maschinenbau.
Warum sind SCHNEEBERGER Mineralguss-Bauteile für Hersteller interessant? //
Als erfahrener Mineralguss-Bauteile Hersteller beliefert SCHNEEBERGER eine Vielzahl von Industrien, darunter die Medizintechnik, Elektronikfertigung und den Werkzeugmaschinenbau. Kunden profitieren von präzise gefertigten Maschinenbetten, Gestellen und anderen strukturellen Komponenten, die für maximale Stabilität und Performance sorgen.
Welche Vorteile bieten Mineralguss-Gestelle von SCHNEEBERGER? //
Mineralguss-Gestelle von SCHNEEBERGER sind besonders stabil und vibrationsarm. Sie kommen in Hochpräzisionsmaschinen zum Einsatz, wo es auf eine exakte Positionierung und höchste Wiederholgenauigkeit ankommt. Durch ihre chemische Beständigkeit und thermische Stabilität sind sie zudem extrem langlebig.
Warum setzt SCHNEEBERGER auf Polymerbeton im Maschinenbau? //
SCHNEEBERGER entwickelt neben Mineralguss auch Lösungen aus Polymerbeton für den Maschinenbau. Dieser Werkstoff zeichnet sich durch eine hohe Formflexibilität und exzellente Dämpfungseigenschaften aus. Er eignet sich ideal für Maschinenbetten und Gestelle, die sowohl leicht als auch extrem stabil sein müssen.